近年来,在船舶涂料和衬里的指定方式方面出现了一些有趣的发展,这些发展无意中造成了一种情况,使得满足目前所写的涂料规格具有挑战性。
首先,由于某些检验评估的主观性质,例如表面清洁度的视觉评估,除锈和除锈,除尘等,在满足油漆规格方面一直存在挑战。
其次,截至2008年,造船热潮和强劲的船运市场对船舶有相当大的需求,有吸引力的包机价格鼓励船东尽快接受新造船。现在市场状况恶化,业主更加谨慎,对于什么是不可接受的和什么是不可接受的,变得更加谨慎。结果标准收紧了。
此外,国际海事组织(IMO)防护涂层性能标准(IMO PSPC)的出现,更加关注船舶所有区域的保护涂层,特别是压载舱。特别是,PSPC引入了基于90:10规则的最小干膜厚度的概念。
本文重点介绍在满足指定干膜厚度(DFT)方面遇到的问题的实例,它被认为是优秀的理解和最客观的应用要素。该论文将表明,即使这个油漆规格的这个最基本的方面既不是很好理解,也没有明确规定。
介绍
由于某些评估的主观性质,满足油漆规格存在担忧。例如,当使用表面比较仪时,目视评估表面清洁度,除锈和除锈,灰尘和轮廓高度。
在经济繁荣时期,航运需求巨大,租船费用吸引力鼓励船东一旦准备好就接受船舶。现在市场状况明显恶化,业主更加谨慎,接受标准也越来越严格,尤其是涂料。业主们对现在被视为质量差的表现感到沮丧,这在经济繁荣时期是可以接受的,但在造船业衰退中却是不可接受的。
除市场变化外,国际海事组织防护涂料性能标准(IMO PSPC)的出现也越来越关注船舶所有区域的涂层,特别是压载舱。特别是,PSPC引入了基于90:10规则的最小干膜厚度(DFT)的概念。
本文重点讨论满足指定干膜厚度(DFT)的问题,这是被认为是优秀的理解和最客观的涂料应用元素。该论文将表明,即使这个油漆规格的这个最基本的方面既不是很好理解,也没有明确规定。如果涂层工艺不能达到规定的DFT,那么涂层系统的使用寿命将在一定程度上受到影响。这种性能下降可能以多种方式表现出来,例如,低DFT腐蚀机会增加或高DFT裂纹机率增加。
这项研究揭示的是,目前指定涂料的方式是不充分的,TDS上提供的DFT可能是相当具有误导性的。
有关如何在技术数据表(TDS)和其他指南文献中提供DFT的建议。
得出的结论是DFT的范围比特定的DFT值更重要。范围将反映油漆供应商推荐的任何最小值/最大值。挑战在于指定应用程序可实现的范围。
规格
任何涂料规格的关键要素是组成保护涂料体系的单个涂料所需的DFT。规范中使用的值通常取自油漆制造商的技术数据表(TDS)。在TDS通常提供一个值或值的范围,例如,125微米或125 - 150微米,并且通常指的是单一涂层。如果方案为2 x 125μm,则指定的DFT(S DFT)为250μm。考虑一个典型的规格,正如IMO PSPC对大多数地区的海水压载舱所要求的,但不包括修理或安装接头。
| 表面处理: | Sa 2.5(注:这是磨机除锈和除锈的要求,不包括型材高度的规格。) | ||
| 油漆方案: | 甲DFT 320微米的多涂层体系被至多两个预涂的。(这通常被视为2 x 160微米和一个条纹涂层。) | ||
| 需求: | 最小DFT:由90:10规则定义 | ||
| 最大DFT:根据制造商的建议。 | |||
这可能看起来相当直接,下面详细描述的水下船体规格也是如此。但是,实际情况可能与规范有很大差异,如下图1所示。
| 水下船体涂层 | |||
| 作为指定 | DFT | 作为应用 | DFT |
| 2x防腐防腐剂 | 为250μm | 2x环氧防腐蚀剂 | 209μm |
| 1倍改性环氧树脂 | 100微米 | 1倍改性环氧树脂 | 317μm |
| 3x自抛光防污 | 390μm | 3x自抛光防污 | 213μm |
| 总计划DFT | 740μm | 总计划DFT | 739μm |
如果应用的方案是基于对表面清洁度和最终DFT的检查进行评估的,那么该方案很可能被接受,尽管环氧防腐蚀和自抛光防污层厚度值低。
请记住,现在许多主要的商业造船厂程序只能给业主代表提供评估清洁度和最终DFT的机会,那么应用系统与指定方案几乎没有关系或很少有关系。结合完全缺乏应用记录(即使需要根据PSPC的要求制定涂层技术文件),在试图确定服务失败的原因时会产生相当大的问题。
与方案规范的这种偏差通常会导致整个方案在服务中的性能下降。性能降低的程度可能因产品类型及其性能要求而异。
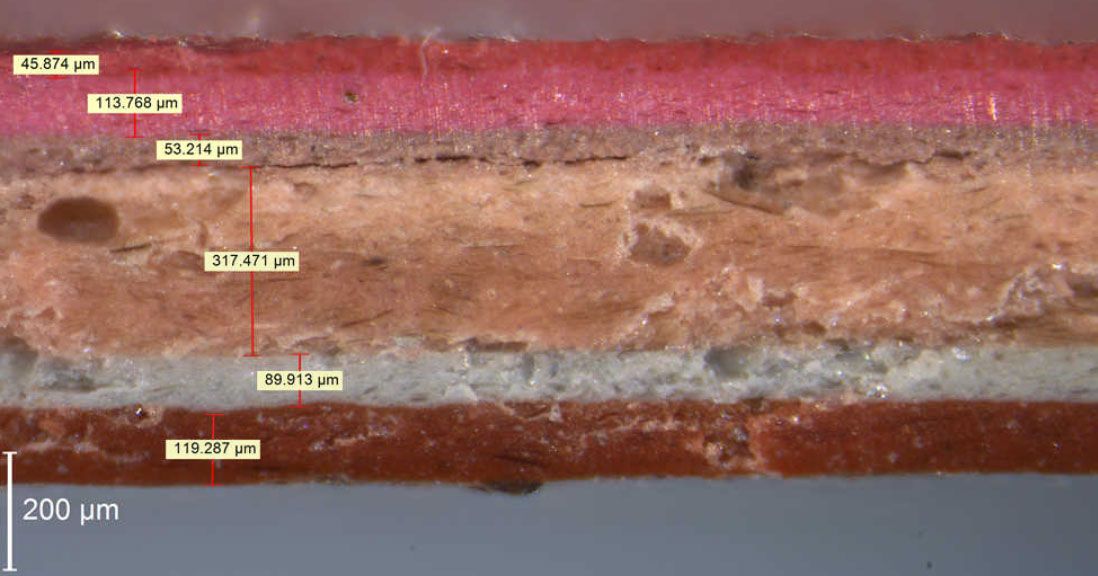
图1:显示DFT和方案的涂层横截面
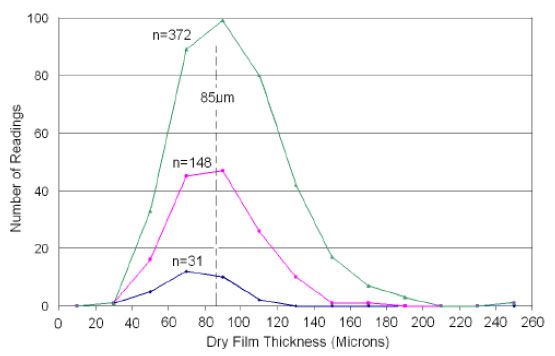
图2:阅读总数对DFT评估的影响- 来源Francis RA
标准
确定涂层的DFT时所面临的首要问题之一是评估所需结构的总数,以便全面了解所讨论的结构。弗朗西斯我提供的的各个关键标准的要求很好的分析,如表1所示:
表2显示了如何读取读数以及各种标准的最低DFT要求。
如图2所示,弗朗西斯还展示了一个区域的读数数量如何影响整体结果。图表显示,尽管指定厚度为85的涂层的平均DFT读数μm可以通过相对较少的读数来近似,所记录的最小值和最大值受所采用读数的显着影响。
| 表1:关键标准的抽样要求 | |||
| SSPC PA-2 | ISO 19840 | PSPC | |
| 点测量-复杂地区>百米2 | 5为每个百米2 | 每100平方米有10 个 | 每m2为1(100 m2面积为100 ) |
| 点测量-为30万米2 | 15000 | 30000 | 300000 |
| 没有计读数的30万米2 | 45000 | 30000 | 300000 |
| 表2:读数和最小值 - 来源Francis RA | ||||
| 标准 | 读数 | 最低要求的平均读数 | 允许最低平均读数 | 读数低于平均水平 |
| SSPC - PA2 | 3 | 指定的DFT | 0.8 x指定的DFT | 没有说明 |
| ISO 19840 | 1 | 指定的DFT | 0.8 x指定的DFT | <读数的20% |
| PSPC | 没有说明 | 没有说明 | 0.9 x指定的DFT | <读数的10% |
技术数据表
有指导方针和标准,最重要的是涂料制造商提出的建议。关键文件是技术数据表(TDS)。
最常用的信息是TDS,该指南很少提供给现场人员,或仅在出现问题时才提及。例如,货舱涂层的典型问题是在装载第一货物(例如煤)之前施加涂层之后的时间段。这很少包含在TDS中,但经常出现在使用涂层产品的指南中。
这就提出了TDS的真正目的以及应该包含哪些信息的问题。例如,许多防腐涂料将被指定用于非货舱使用,因此装载第一批煤的时间与这些规格无关。
最终结果将是所需数据表数量的增加或不同服务条件下数据表的长度。要求在TDS上的显着位置清楚地标识一些对涂料体系指南文件的引用(即“该数据表应与海洋系统指南一起阅读”)。
TDS上提供的DFT通常考虑许多因素,包括:
产品性能优化的DFT值(尽管涂料供应商将测试一系列厚度以反映实际情况)。
分配给特定产品用于特定用途的DFT也将考虑竞争对手提供的用途。如果存在显着差异,那么相对于竞争而言,这会增加成本(更高的DFT)或更低的成本(更低的DFT)。
如果通过无气喷涂施加,涂层将会聚结的最小值。
其他商业或实际考虑。
在TDS经常得到DFT值或有时的范围中,用于给定的典型术语DFT 上主要油漆供应商的数据表是:
典型的厚度
推荐的干膜厚度
薄膜厚度
指示的薄膜厚度
推荐系统干膜厚度(最小和最大)
这些术语都不符合IMO PSPC中使用的“标称DFT ”术语。
对于更一般的用途,工作规范可能偏离TDS给出的DFT并不罕见。例如,用于散货船货舱的典型系统可以是2 x 150μmDFT,而TDS可以给出125-150μm 的DFT范围。但是,保持的规格可能为3 x 100μm。因此,为散货船指定的DFT似乎低于TDS给出的最小值。
一般来说,TDS文件的内容清楚地表明它们是咨询性的,并经常带有法定免责声明,表明其给出的值基于实验室测试,可根据实际经验进行更新。
不清楚的是DDS在TDS中的价值的作用。它是一个最小值,一个名义值,一个平均值还是别的?典型的意思是什么?如果是推荐的DFT,如果应用偏离推荐值,涂层性能如何改变?给定的范围是什么意思,它是最大值/最小值还是简单的一些指导值?
油漆公司指导方针通常不会解决这些含糊不清的问题。这可能会使最终用户在发生后续故障时遇到困难。(有人可能会争辩说,提供相对模糊的数据可能适合油漆供应商,因为它在后续索赔发生故障时难以评估)。
在审查建议表时,大多数涂料供应商认为,优秀的的DFT不应超过规定的2倍(每件涂层和整个方案),并且在区域内允许高达x2.5访问受限(复杂的结构区域)。
值得注意的是,由于没有来自涂料供应商的任何建议,ISO 12944标准指的是指定的DFT的最大值×3 ,而众所周知,对于韩国厂商,最大DFT值通常指定为高达2,000μm压载舱涂层,大约是PSPC标称DFT的 6倍,并且高于推荐的x2指定DFT指南。虽然这对于院子的生产能力可能是方便的,但当标称DFT为320μm 时,这会如何影响涂层系统的性能?
涂料供应商似乎有必要仔细审查数据表和建议表的内容和细节,以捕捉当前的实际问题,特别是关于DFT。
什么是指定的DFT?
当油漆规格仅给出DFT值(例如2 x 160μm)时,该特定值的解释是什么?它是最小值,平均值,模式还是最大值?
大多数人认为这个数字是“名义”或“平均(平均值)”的数值,即它不是一个确切的数字。它理解,在指南和建议中设定的“良好做法”限制会有变化(最大值通常在x2指定的DFT),并且最小值可以由漆膜结合的物理能力或采用最小值规则,如IMO 90:10规则。然而作者曾经遇到过检查员,造船厂,业主和涂料公司,他们经常认为指定的DFT是最小值。
钱伯斯词典对名词的定义包括:所谓的,而不是现实中的,属于或关于名义的属性或属性。在工程意义上,术语“标称”经常与维度相关联使用,并且在DFT的情况下,通常被接受为意味着标称的DFT可能不匹配所应用的任何DFT读数。
这意味着名义尺寸伴随着一个容差。在造船业中,我们可以看到Paint Company建议的最大值是DFT的 2 倍,因此我们有一个名义值的上限。通常应用规则来设置最小值,例如80:20或90:10规则。
让我们考虑一下这对于2 x 160μm 的DFT规格意味着什么。首先假定160μm是标称的DFT。(也许它应该是意思或模式。)
平均值将要求给定样本中的平均读数(样本量参见:SSPC-PA 2,ISO19840,IMO PSPC)将由算术平均值给出,而模式是最常见的一组读数。
例如,采取以下一组数字:1,2 3,3,3,3,5,5,6,7,10,10
| 样本量n = 12, | 平均值= 4.83, | 模式= 3.00 |
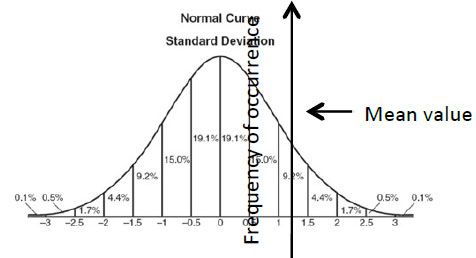
图3:正态分布的均值
平均值和模式之间的差异也可以如图3和4所示的图示出来。
对于正态分布,平均值是指您可以期望找到50%DFT读数的值,低于此值可以找到50%的读数。DFT测量仪软件采用正态分布,并提供统计汇总,通常包括:
平均DFT
最大
最低限度
标准偏差
范围
读数
平均值就是所读取的读数组的平均值,最大值是最高读数,最小值是最低读数,而范围是最大读数和最小读数之间的差值。
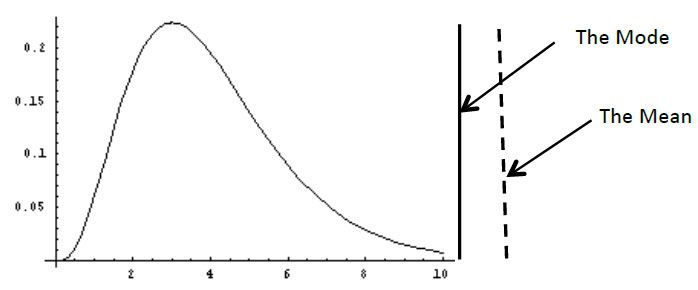
图4:偏斜分布显示模式和平均值之间的差异
标准偏差是曲线所示的分布分布的度量。低标准偏差将表明一个精密的过程,可以精确地执行低变化,并且范围的最小值(最大值和最小值之间的差值)。较大的标准偏差表示对应用程序的控制较差,从而导致较大的变化和较大的范围。
对于正态分布,使用以下近似值:
所有值的66.6%在±1σ(σ-标准偏差)的范围内,
所有值的95.4%在±2σ的范围内
所有值的99.75%都在±3σ的范围内
根据读数的数量和分布,模式可以低于或高于平均值,并且会产生与正常曲线类似形状的曲线,但会向模式值“偏斜”。
工艺稳定性和控制
在造船业中,所有流程的准确性至关重要。有人说,“精度控制技术的成功应用,造船是实现高水平的生产力相当基本的” II。我们都知道优质是不可能的,特别是在船上涂覆涂层时。这是由于,在处理创建一个固有可变性许多因素的结果,从而使得难以控制III。任何过程的可变性都有两个要素,可分配原因和随机变量。
这些涂层应用工作的例子可能是:
| 可分配的原因: | 随机变化: |
| 使用错误的或磨损的尖端 使用错误的压力 错误的远离距离 在该方案中添加化妆涂层 | 雾化颗粒的大小 工人身体能力 阵风和气温变化 可用气压 |
虽然可分配的原因可以解决和管理,但只有通过改变工艺技术才能改善过程的固有可变性。因此,为了提高过程能力,必须识别和管理尽可能多的可分配原因。
过程稳定性/性能的评估使用控制图进行。有多种控制图,最简单的控制图如图5所示。控制图的关键要素是设置容差上限和下限以及平均值。这通常是指定值或目标值。
图5显示了理想情况,规格限制或公差设置在过程能力限制之外。如果是这样的话,这个过程可以说是有能力承担起宽容的工作。但是,如果规格限制在上限和下限能力范围内,则该过程将无法在所需容差范围内执行所有工作。显然,能力范围内的进一步限制可以设定的规格限制,能够满足规格的可能性越大。在大多数工艺中,公差限值设置在平均值附近是正常的,例如典型的涂层值可能为150μ±50μm。
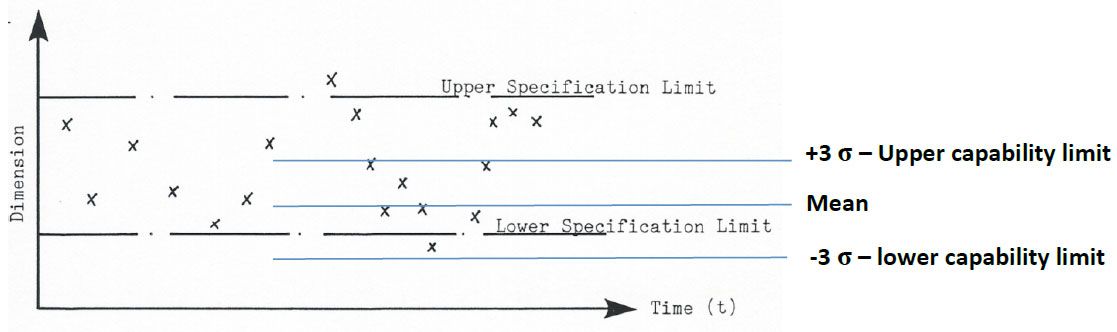
图5:简单的控制图
最小值和最大值的影响
需要了解最小值和最大值的实际影响。已经评估了一些涂层检查,以了解实际可行的情况。
DFT的控制取决于许多因素,例如工人技能,设备,访问考虑和结构的复杂性。优秀的的性能很可能是在一个平面上,而较复杂的表面将趋向于增加的范围DFT值IV。该地区的规模也将产生影响。
弗朗西斯在2013年提出的数据表明,对于小的区域,单层无机硅酸锌的涂层读数范围为85μm ,标称DFT的范围为240μm,最小厚度约为20μm,最大值约260μm。
在较大范围内,由Whitaker,Wimmer和Bohlander在美国海军承运人的水下船体上进行的工作给出了下表3中所示的结果。
| 表3:来自两个美国海军载体的数据 | ||
| 运营商名称 | USIM尼米兹 | 美国林肯号 |
| 指定的方案DFT | 680μm | 680μm |
| 意思 | 72,0μm | 850微米 |
| 标准偏差(σ) | 2200 | 25,0μm |
| 范围 | 大约1000μm | 大约1000μm |
| 标准偏差与平均值的比率 | 0.44 | 0.29 |
| 处理能力达到3σ | 60-1380μm | 100-1600μm |
Safinah对新建商业船的外壳进行案例研究的数据给出了标准偏差与平均值之比(也称为变异系数)的平均值为0.18:
规定的DFT:610μm
平均DFT:990μm
标准偏差:170μm
工艺能力达到3σ480 - 1500μm
因此,即使在水下船体的相对简单的区域,对于实现的应用质量也有相当大的范围,其中标准偏差与平均值的比率从美国海军的相对较好的0.11到相对差的0.44。简而言之,标准偏差值越接近平均值(比率越高),曲线的分布就越大。因此,由于多种原因,该流程无法得到很好的控制,因此您越有可能获得或未获得申请,例如:
天气/风条件,工人技能,设备能力/维护,表面粗糙度。
该比率的高值表明该过程没有得到很好的控制,从而导致过度施加涂层,这可能以多种方式惩罚一个场地:
油漆和稀释剂/清洁剂的成本增加
增加申请时间
增加固化/干燥时间
排放量增加
浪费增加
延迟建立时间表
增加设施的利用率
在更复杂的领域,萨菲纳研究显示货运舱位的结果给出了平均值为0.19的标准偏差与平均值的比率。
规定的DFT:250μm
平均DFT:649μm
标准偏差:133μm
工艺能力达到3σ250 - 1048μm
因此,虽然货舱过程确实表现出比外壳更大的变化性(较高的标准偏差),但平均值与标准差的比率大致相同(0.18至0.19)。
其原因相对简单。与货舱中的2个涂层相比,外部船体方案通常包括4个或更多个油漆涂层。各涂层的DFT的变化性是相加的,因此涂覆的涂层越多,所包含的可变性越大。
因此,一个过程中的步骤越多(即该方案中的涂料涂层越多),应该预期的变化性越大,而不考虑待涂覆表面的复杂性。压载舱的结果通常也是两种外套方案,并且是更复杂的区域,因此应该提供与货舱更好的比较。标准偏差与平均值的比值为0.26
规定的DFT:320μm
平均DFT:602μm
标准偏差:162μm
工艺能力达到3σ116 - 1088μm
因此,对于货舱中的压载舱,尽管只有两层油漆,但标准偏差和比率都相当高。这意味着设计复杂性对涂层工艺的可变性而不是涂层数目有更大的影响。这也意味着,为了尽可能地提高涂层应用的可能性,设计复杂性和涂层数量应该尽可能小,但简化设计会带来更大的好处。
在实践中,问题进一步加剧,因为并不是所有的涂装工作都会由同一个团队完成。实际上,每个区域可能有不止一个团队,而且技能/能力和设备以及当地条件可能差别很大。
当然,对于不同尺寸的船舶,这些数字也可能会发生变化,而较小的船只可提供更复杂/更紧密的结构。作者建议,可以考虑使用补偿总吨数系数(OECD理事会造船工作组,补偿总吨数(CGT)系统)来确定不同船型和尺寸的复杂程度。
对涂层方案的影响
根据IMO PSPC的要求和大多数涂料供应商的数据表中所示,考虑2 x 160μm 的DFT规格。在这种情况下,TDS上的值不是“标称值”,作者已将其解释为目标值或平均值/平均值。
最大DFT:来自Paint Company指导方针的良好做法意味着,应用的最大DFT应为每个涂层和整个方案的指定DFT的 x2 。这将给出最大方案厚度2×320微米,640微米。
最小DFT:应用90:10规则或80:20规则时会给出以下最小值:
90:10规则 - 总共2 x 144微米或288微米
80:20规则 - 2 x 128μm或总共256μm。
水压载舱应用的标准偏差已经从前面的例子中推导出来,为162μm。因此,如果根据IMO PSPC 90:10规则,最小可接受值为288μm,则3个标准偏差的加入将表明平均值为774μm(由下式给出:最小值+三个标准偏差= 288 + 3( 162)μm),可以预期的最大值为1260μm(由平均值加上三个标准偏差= 774 + 3(162)μm)。
由此产生的厚度平均值744μm超过了大多数涂料供应商给出的最大系统厚度的推荐标准,即x2为指定的DFT(本例为640μm),也超过了ISO 12904中规定的x3值。
要达到所需的规格:
最小288微米
最大640微米
那么根据报道的Safinah数据,标准偏差必须为58.7μm或大约为现场实现标准偏差的36%。
达到高DFT的问题更加复杂化,因为如果在检测过程中发现低DFT区域,例如识别出250μm的区域,并且如果它被无气喷涂所触及,则不会被收购到288微米或320微米,但可能增加160微米到410微米的厚度,从而复合了过度应用问题。如果通过刷子涂上修补涂层,则可以添加额外的80μm。因此,任何“构建”外涂层的应用都可以达到最小DFT,这可能会增加平均DFT,并使该方案进一步超出推荐的指导原则。
实际分布:实际上,应用DFT的数据不会导致正态分布,而是如图4所示的偏斜分布。压载舱的实际数据集在下面的图6中给出。
这种压载水舱涂层是根据IMO PSPC规定的,因此其标称DFT应为320μm。分析这些数据显示:
总读数566
最小DFT:272μm
最大DFT 1326μm
范围1100微米
平均611微米
标准偏差不相关
模式564.5μm
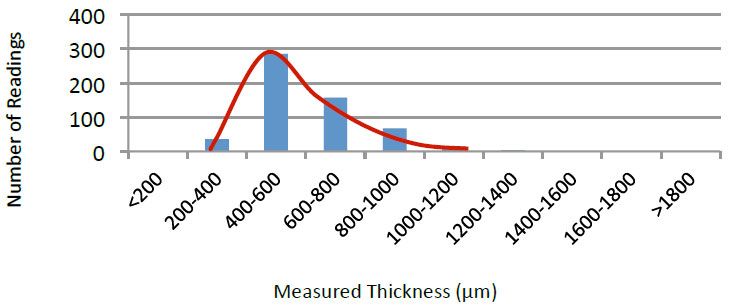
图6:来自压载舱的厚度数据
200微米宽度带中的厚度读数的细分如下:
| 带 | |||||||||
| <200 | 200-400 | 400-600 | 600-800 | 800-1000 | 1000-1200 | 1200-1400 | 1400-1600 | 1600-1800 | > 1800 |
| 读数 | |||||||||
| 0 | 36 | 286 | 158 | 67 | 15 | 4 | 0 | 0 | 0 |
鉴于推荐的做法将推荐最大640微米,那么193个读数(34%)超过最大值,而极少数读数低于最小值。
尽管平均值和模式低于640微米的最大值。因此,DFT读数的实际分布会产生大于指定值的值。具体而言,实际分配将倾向于向更高的DFT值倾斜,并且这通过使用最小DFT规则而加剧。
一旦引入了最小规则,那么实现的平均DFT将最终大大高于指定的DFT。这与涂覆复杂空间的困难相结合,导致平均DFT接近或大于油漆公司指南中提供的x2 DFT最大值。
结论
涂层工艺的可变性,油漆涂层的数量,表面的复杂性以及使用最小DFT规则都会导致实际平均DFT远远大于指定值。平均值的变化可能接近甚至超过涂料公司通常推荐的x2 DFT最大值。
很明显,造船厂应用更多的油漆弥补低DFT比在DFT过多的情况下去除油漆更容易。虽然对于达到涂层要执行的特定最小DFT很重要,但使用最小DFT规则会导致高于预期的DFT读数存在实际的危险,并且这也会导致涂层性能下降甚至失效。
院子面临的问题是,这种额外的油漆不仅增加了涂层的工时和成本,而且还延长了涂覆和干燥时间以及VOC排放量的增加。业主面临的问题是,DFT的实现可能超过涂料供应商推荐的DFT,并且过量DFT对涂料性能的影响(如果有的话)可能不完全了解。
因此,现实情况是,除非目前的涂层应用技术得到改进,否则对于任何给定的规范在实践中将获得的读数范围将取决于涂层的数量,结构设计的复杂性,涂敷器的技术,使用的设备等等。
油漆供应商的TDS需要非常明确地针对所引用的DFT值。引用每种涂层可接受的最小值到最大值的范围是可取的,而不是某种可以解释为最小值的模糊单值,平均值或其他一些度量值,例如名义值。油漆供应商应谨慎测试他们的产品在预期的DFT的情况下可能在现场实现,并提供有关预计厚度的TDS数据。
因此,IMO PSPC规范可能会更好地写为288μm - 640μm的范围。这意味着约464μm的平均值。的问题在于,很明显,鉴于船舶结构的某些方面的复杂性,对于实际可达到的范围,其必须具有更大的最大值,更像是标称值320μm的x3,因此给出范围288 - 960微米,这意味着平均624微米(假设正态分布)。
当然,这只是一个例子。据作者了解,对于压载舱涂层,特别是韩国船厂设定的最大限值为2000μm。虽然这看起来很高,但它显然是试图将规格上限超出应用程序的能力限制,以确保不再需要以除去过厚的油漆的方式进行重新加工。
在规范中引入和使用最小值规则(如90:10或80:20规则)会导致平均DFT过度增加,这部分是由于DFT值的非正态分布。
DFT测量仪被设置为假定所收集的读数由正态分布表示并提供与这种分布相关的统计结果。但是,正如所证明的那样,船舶的DFT读数倾向于偏离分布,这可能会引起对DFT测量仪数据呈现方式的担忧。
但是,更多的统计数据可以用于我们的援助,但需要审查我们如何收集DFT读数。如果不考虑单个读数,则考虑SSPC-PA 2的要求,则需要3个读数来进行点测量。这种“分组”读数往往会导致数据被迫形成正态分布。(这是由于中央限制理论-CLT的结果),这也是为什么SSPC-PA 2方法导致需要更少的DFT读数。如果您不对读数进行分组,则需要更多读数来调用CLT以生成正态分布。这是Shewhart在1960年的工作统计过程控制 - Grant和Leavenworth,McGraw Hill提出的控制图理论的基础。收集到的读数越多,特定区域的涂层整体情况就越好。但是,在时间有限的情况下,正确收集的一小部分数据可以给出合理的概述。
这项研究表明,目前指定涂料的方式不够充分,TDS上提供的DFT可能会引起误导。
建议TDS应仅包含DFT的最大值和最小值,而不是某些单独的模糊值。这将使每个油漆供应商确定他们的产品将提供所要求的性能的DFT范围。当然,这会增加一些复杂性,因为干燥时间,固化时间和可能受到DFT影响的其他数据(例如服务时间)将需要反映所提供的范围。
那些正在开发涂层规范的人还应该考虑DFT的范围比特定的DFT值(标称值,平均值或其他值)更重要。范围将反映油漆供应商推荐的任何最小值/最大值。挑战将是指定应用程序可实现的范围。
 m.cnreagent.com
m.cnreagent.com